〠Abstract 】 In view of the poor wear resistance and fracture problems occurring during the use of the main blade of the loader, the main blade of the wear-resistant layer on the Q345 (16 Mn) steel plate substrate is used instead of the original cast steel main blade, using the matrix mechanics. The high performance and good wear resistance of the surface surfacing layer solve the problem of poor wear resistance and fracture of the original cast steel main blade, and improve the service life of the main blade.
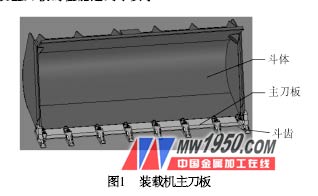
The main blade of the loader is located at the forefront of the bucket, as shown in Figure 1, and works directly on the material during operation. During the use of the loader, the following two problems are highlighted in the market: 1 The main blade has poor wear resistance. 2 The main blade is broken. In order to completely solve the above problems, our company decided to replace the main blade of the original cast steel material with the main blade of the wear-resistant layer on the Q345 (16 Mn) substrate.
In this paper, the wear and fracture of the cast steel main blade are analyzed, and a variety of wear-resistant materials are tested. The suitable wear-resistant materials are selected to meet the requirements of the main blade.
I. Analysis of the damage of the main steel plate of cast steel
Wear form analysis
As an important construction machine, the loader is mainly used for earthwork, sand, coal, hard metal scraps (such as steel slag). These types of abrasives undergo micro-cutting of the main blade of the bucket under pressure, resulting in wear. Then, the information analysis of the market feedback determines that the main wear form of the main blade is abrasive wear, and secondly, there is impact wear when working on large gravel.
2. Analysis of fracture form
Observing the fracture condition of the main cutter plate of the loader on the market, it is found that the fracture area starts from the weld heat affected zone or the cast defect zone. During the use of the main blade, it often starts to break from these weak areas and then expands rapidly. , causing the main blade to be brittle. Through the analysis of the main blade production process, the main factors that cause the weak area of ​​the main blade are:
(1) The main blade has casting defects, and the bucket is prone to breakage when it is used.
(2) Due to the influence of factors such as work efficiency and site, the process measures such as insufficient preheating temperature during welding of the main blade or short holding time after welding are not in place.
(3) The welding process parameters are improper, the heat input is too large, and the mechanical properties of the welding superheat zone are drastically reduced. Improper use of the loader, especially when a large weight of material is raised with a single tooth, the force is too concentrated.
Second, the test process
1. Selection of test materials
The base material of the main blade is selected as low-alloy structural steel Q345 (16 Mn) with high mechanical properties and good weldability. According to the wear form and characteristics of the main knives, we have chosen Cr-Mo-V alloy materials that can withstand certain impact loads and are resistant to wear. After searching multiple sources, we selected three kinds of electrode materials for testing, namely commercially available hardfacing electrodes D227 and FW-4102 and improved electrode XM-6 based on D227 alloy.
2. Surfacing process
(1) Preparation before surfacing 1 The main slab groove shall be machined out with a planer machine. The surface of the surfacing area shall not be allowed to have scale, rust or oil stains. 2 Surfacing electrode should be dried before welding, drying temperature is 300 ~ 350 °C, and heat preservation for 1h. 3 When welding, use DC arc welding power supply and adopt reverse polarity connection.
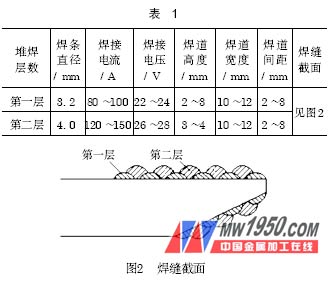
(2) The main point of the surfacing process is to achieve the best wear-resistant state of the surfacing layer, prevent the transition and dilution of the wear-resistant layer alloy elements, and the surfacing is divided into two layers, each layer of welding parameters, weld size, weld bead spacing, etc. See Table 1. 2 The entire surfacing process is required to be carried out continuously, and the interruption time of each channel is minimized to ensure the interlayer temperature. 3 Before the weld welding, clean the coating, oxide scale, etc.; if there are welding defects such as unfusion, local welding can be carried out, and after welding, the pearl powder or silicate is used for 6h. 4 The total height of the surfacing layer is 3 to 5 mm, and is leveled with a hydraulic press after welding.
Next page
Edible oil delivery Rotary lobe pumps
Sanitary grade lobe pump is one of the products specially developed by Durrex pumps company to meet the customers in the production process of high hygiene requirements. Working chamber has sanitary rotor, rotor locking nut O - ring, pump body without sanitary dead angle and Higher hygienic grade. Support CIP, SIP. The surface roughness is 0.2--0.8um, in accordance with 3A, FDA standards. Can be widely used food, medicine and other materials with high requirements for hygiene level.
We are specialized in the production of rotor pumps and homogeneous pumps. The production capacity reaches 18,000 units/year.Our pumps can transfer medium with viscosity up to 1,000,000cps, with a maximum flow rate of 400m3 / h (Capacity of 30L / R).
Edible oil delivery Rotary lobe pumps, Soybean Oil Transfer Lobe Pump, Soap stock Transfer Lobe Pump
NINGBO DURREX PUMPS CO.,LTD , https://www.durrexlobepump.com