1, single process optimization
(1) Optimize the workpiece fixture
The production line is a flexible processing line consisting of machining centers, so it is important to choose the right equipment parameters. At present, the rapid moving speed of the high-speed machining center can reach 80m/min, the acceleration of each moving shaft is kept at 10m/s2, the tool change time (knife-knife) is 3s, and the spindle speed is 16000r/min.
For machining centers, the common method of saving auxiliary machining time is to use double table and double station for machining. Figure 1 shows the double-station fixture for machining the intake surface of a cylinder head. The machining center with a double-exchange table vertical structure is used for machining rough, fine-milling intake surfaces and inlet bolt mounting holes. There are 5 types of tools, each tool has a tool change time of 9s and an exchange table time of 8s. When using a conventional single-clamp machining, the entire machining cycle is 161 s; when using a double-station fixture, the machining tempo is 135 s. This method is subject to the processing range of the equipment, the length of the tool, especially the maximum load-bearing capacity of the workbench, and needs to be carefully checked during design. In addition, when using manual clamping, the clamping time must be considered, and the double-exchange workbench must be used. The machining center must ensure that the machining time is greater than the time for manually clamping the workpiece.
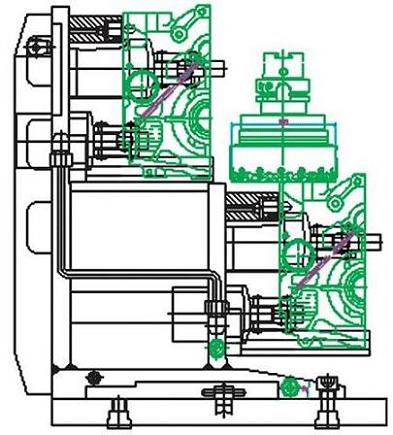
Figure 1 Schematic diagram of double fixture
(2) Optimization of tool usage
â–¡ Optimize the processing path
The optimized design is used to select a reasonable tool movement path for the surface machining tool; for hole machining tools, the tool approach distance should be reduced.
â–¡ Optimize the process
In the milling process, multi-knife machining is changed to one-blade machining, and composite tools such as composite drills, step drills, etc. are often used; multi-blade machining is often used for boring and milling planes.
â–¡ Using high speed machining tools
The use of high-speed machining tools can effectively reduce the processing time.
For example, in a CICINNATI four-axis vertical machining center, a certain engine cylinder bore is used, and a carbide insert is used, with a depth of cut of 1.5 mm, v=180 m/min, and fz=0.17 mm/r, respectively. Blade boring and 4-blade boring, the processing beats differ by 169s (Table 2).

Previous Next
Electric Pressure Washer,Best Pressure Washer,High Pressure Washer,Gas Pressure Washer
Suzhou ZhaoCheng lithium technology Co., Ltd. , https://www.scans-tools.com