Gear transmission is a commonly used transmission mechanism in mechanical transmission. The manufacturing precision and installation accuracy of the gear directly affect its meshing and service life. In the bevel gear transmission, the top of the cone is ensured to coincide, and the meshing contact area of ​​the bevel gear is located at the slightly smaller end of the tooth length. The contact area of ​​a pair of well-geared bevel gears under normal conditions is shown in Fig. 1.

Figure 1 Schematic diagram of the normal contact area
However, due to various factors such as machining errors and installation errors, there are often abnormal contact areas in the gear meshing. For example, in the differential, a pair of side gears mesh with the planetary gears. Since the planetary gear shaft and the hole of the casing have inevitable manufacturing errors and assembly errors, the planetary gear shaft affects the mounting accuracy of the planetary gears. When the shaft is yawed, the three kinds of abnormal contact shown in Fig. 2 and Fig. 4 appear in the contact area between the planetary gear and the side gear. These abnormal contacts can have a serious impact on the meshing accuracy and life of the gear.

Figure 2 Cone top translation Δ (ie partial contact)

Figure 3 The top of the cone has a delta angle (ie, the gear is in contact with the big end)
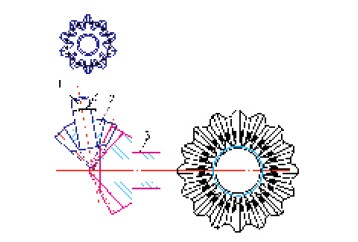
Figure 4 The top of the cone has a reverse δ swing angle (ie, the small end of the gear is in contact)
1. Planetary gear shaft 2. Planetary gear 3. Half shaft gear
When machining holes on a common CNC lathe, the Tool tip is fixed to the X-axis, and when the Z-axis is fed alone, a normal straight hole is machined; if the Z-axis and the X-axis are interpolated, a taper hole or circle is machined. arc. However, with this ordinary X, Z axis interpolation, it is impossible to process non-circular curves. According to the formation principle of the hyperboloid, when machining the hyperboloid hole, the Y-axis and the Z-axis interpolation are required to process the hyperbola, that is, a Y-axis needs to be added to the ordinary CNC lathe, so this processing method is common for ordinary CNC lathes. It is impossible to achieve.
Another way to machine a hyperboloid is to rotate the hyperbola around the imaginary axis to form a single-leaf hyperboloid. On an ordinary CNC lathe, as long as the X-axis and the Z-axis are interpolated according to the hyperbolic equation, a hyperboloid can be formed.
Single leaf hyperbolic equation:

Figure 5
This paper describes the proposed background, mathematical model and processing method of hyperboloid holes. The application of the hyperboloid hole automatically adjusts the inner bevel gear meshing of the differential. The concept of the hyperboloid hole is not only applied to bevel gear meshing, but also to cylindrical gears, etc., which has important significance for the entire gear industry.
Glass bits have a spade-shaped carbide point, used to drill holes in materials of glass, ceramics,etc. They generate high temperatures and have a very short life. Holes are generally drilled at low speed with a succession of increasing bit sizes. Diamond drill bits can also be used to cut holes in glass, and last much longer.
It is an alloy triangular bit mounted on the ordinary Electric Hand Drill, which has high hardness, sharp blade and good precision, and is specially used for opening holes in ceramic tiles. But the drill wears too much into concrete to be used on concrete.

")
Ceramic Tile Bit,Ceramic Drill Bit,Drilling Through Tile,Ceramic Tile Drill Bit
Behappy Crafts (suzhou)Co.,Ltd , https://www.haoyuebehappy.com