Including electrolytic machining machines, machining power supplies, control systems and electrolyte systems. The process equipment is a separate accessory of the machine tool, and the electrolysis process equipment is mainly composed of a clamp and a tool cathode.
(1) Improvement of electrolytic machine tools
Due to the large size of the blade, the surface area of ​​the blade body is S=165cm2, the current density is i=20A/cm2, and the required machining current generally reaches 3000A or above. Therefore, the water electrolysis of DJ3 electrolytic machine tool is changed to mixed gas electrolysis. A rectangular forced gas-liquid mixer made of stainless steel is installed at the inlet, so that a small processing current can be used to compensate for the problem of small capacity of the 3000A power supply; and the fluidity of the electrolyte is also improved. Increase the uniformity of the flow field, reduce the machining gap, increase the leveling ratio of the blade, and improve the machining accuracy of the blade.
(2) Development of fixture
The role of the clamp is to ensure the relative position between the workpiece and the cathode, form a closed processing zone and a liquid flow path, and direct the machining current to the inter-electrode processing zone. In addition to positioning and centralizing the workpiece, it also has the functions of conduction, insulation, sealing, diversion and anti-corrosion. The bracket and the lower mounting bracket are mounted on the clamp as shown in FIG.
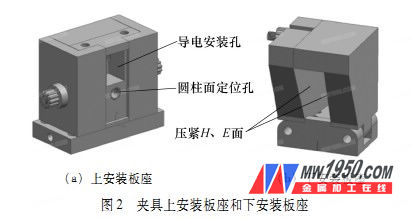
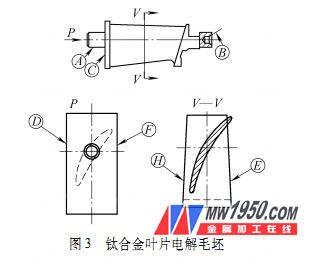
The surface of the cylindrical surface of the mounting plate on the blade, the surface of the upper mounting plate C, and the surface of the side surface D serve as positioning reference faces. Figure 3 is a simplified diagram of a chisel alloy blade blank. The surface of the mounting plate C on the blade is used as a conductive part. The surface is relatively smooth, the surface roughness value Ra is 1.6 μm, and has a large conductive area. For clamping the conductive surface, the blade is placed on the corresponding positioning surface of the fixture corresponding thereto. The double-press plate thread clamping structure is used to press the F-face to prevent the workpiece from rotating, and a certain shielding effect is exerted on the upper edge plate of the blade to prevent corrosion. At the same time, the copper conductive rod φ32mm is used, and the surface of the rice C is mounted by hydraulic pressing, so as to ensure that the positioning and pressing are not affected in the structure.
The central hole B of the lower mounting plate is used as the positioning surface and the pressing surface of the other end of the blade, and the B center hole is realized by the hydraulic cylinder rocking tip structure, and the stroke of the hydraulic cylinder piston rod should ensure convenient removal of the parts. The H and E sides of the lower mounting plate adopt a hinge pressing method on the structure, which is characterized in that it can be completely opened to facilitate the loading of the workpiece, and the workpiece is processed when closed, and a certain shielding effect is exerted on the lower edge plate of the blade to prevent corrosion. In the structural design of the fixture, in order to ensure the anti-corrosion requirements of the non-machined parts of the blade, the anti-corrosion material such as FRP is used as a whole, and the pressing force and rigidity of all the clamping members are sufficient, and the blade position is unchanged under the action of the electrolyte pressure.
(3) Development of tool cathode
The shape and size of the tool cathode directly affects the accuracy and processing quality of the machined dimensions. The function of the cathode is in forming, conducting and conducting.
The electrode is made of stainless steel material 1Cr18Ni9TiS. The two sides of the electrode are insulated with epoxy resin and glass cloth to prevent the electrode from processing the upper and lower edge plates of the blade during processing, and at the same time ensure the processing size requirements of the electrolytic surface. The electrode is slightly wider than the blade body 0.5mm. The water diversion section of the electrode should be diverted smoothly, especially the inlet and exhaust edges should be smoothly transferred. The electrode is formed by standard blade for electrolytic processing, and the electrode profile is subjected to reverse-copying to form a preliminary shape, and then the blade is repeatedly trimmed to meet the processing precision requirement.
The matching gap between the electrode and the fixture is smaller than the gap of the electrolytic processing zone, preventing a large amount of electrolyte from leaking, resulting in unstable flow field of the electrolyte in the processing zone, insufficient flow rate and flow rate, and affecting the processing quality. The blade geometry of the certain electrode profiles will be different under different electrolytic processing parameters. The machining process will be carried out by adjusting the processing parameters and trimming electrodes.
(4) Flow field design
The flow field plays a decisive role in the machining accuracy of the blade, so the flow field of the electrolyte must be effectively controlled and designed. The blade processing is processed by the side water method, and the electrolyte flows in from the intake side and flows out from the exhaust side and is perpendicular to the electrode feeding direction. The angle of the blade processing should be appropriate. The edge of the smoothing blade and the edge of the exhaust side and the profile of the blade body ensure that the flow field of the electrolyte in the processing zone is smooth, uniform and stable under large parameter processing conditions, which is beneficial to the entire blade type. Surface processing. During processing, the electrolyte pressure is increased, and the flow rate is increased to make the electrolyte turbulent, which prevents the formation of dead zones and voids during processing.
LED Bulb
LEDER technology`s LED Bulb can be used for downlights, Pendant Light , table lamps and Floor Lamps , fanlights, and so on (not for use with fully enclosed fixtures). These LED bulbs are also an excellent alternative to incandescent lamps because they can be used in the same fixtures. With an extremely long lifespan of 11,000 hours, you won`t be changing this LED bulb anytime soon.
Additionally, this LED bulb is ROHS compliant, meaning that it is free of mercury and lead and does not overall Height - Top to emit any harmful UV or IR radiation. The LED light bulb is a versatile and energy-efficient lighting solution that's ideal for indoor use.
Features:
• Color changing with over 1600 colors (RGB+CCT)
• Dimming brightness
• Group and control multiple lights with the smart life app
• Energy saving save electricity
• Contracted design
• Color temperature :3000k-6000K
• Adjustable angle: Rotating lens up to 130 degrees that allows for light distribution in the direction that best suits your space.
• Type of protection: IP20
• Warranty:3 - 5 years
With over 1600 color options we guarantee you will be able to the perfect fit for any mood. Additional temperature controls allow for the perfect light with reduced strain on your eyes.
We have rich production experience in lighting. Except LED Bulb, we also offered other product in Indoor Lighting .Such as : LED Downlight , LED Panel Light, Track Light , Linear Light , LED Strip Light , LED Tube Light , LED Bulb , LED Ceiling Light as so on .
Stair Lights,LED Stair Lights,Stair Lights Indoor,Solar Step Lights
JIANGMEN LEDERLIGHT LIGHTING Co.,LTD , http://www.poollightsled.com